





Электроды вольфрамовые WL-20 (цвет синий) Ф1,0 - 4,8 мм
от 150 ₴
Показать оптовые цены- В наличии
- Оптом и в розницу

- +380 (50) 331-13-88відділ збуту
- +380 (44) 528-23-02відділ збуту
- +380 (50) 312-20-55директор
- +380 (67) 662-87-86бухгалтерія
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG - сварка означает - сварка вольфрамовыми электродами в среде инертного газа (аргон, гелий, и их смесь 40%-60%).
WL-20 - это универсальные вольфрамовые электроды, для сварка всех типов сталей и сплавов на переменном и постоянном токе. Срок службы длительный. Зажигаемость дуги отличная.
Вольфрамовые электроды, как это понятно из самого названия, делаются из вольфрама, которого в них W= 97-99,5%. При этом, в зависимости от условий использования, применяются различные добавки: иттрий, торий, лантан, церий, цирконий и др.
Вольфрам имеет очень высокую температуру плавления (Тпл = 3380°C), самую высокую из металлов. Вольфрам (W) – это очень тугоплавкий металл. Поэтому, сделанные из него электроды способны относительно успешно противостоять высокой температуре дуги, и нашли широкое применение для аргонодуговой сварки.
WL-20 («синий» - это цвет наконечника электрода) – цифра «20» в маркировке электрода обозначает концентрацию оксида лантана (La2O3=2%). Есть вольфрамовые электроды с меньшими концентрациями лантана, они имеют и другой цветовой код. Например, WL-15 (золотистый), содержащий около 1,5% оксида лантана (La2O3=1,5%). Или, например WR-2 (бирюзовый), содержащий 0,9-1,4% оксида лантана и смесей других оксидов редкоземельных металлов.
Электроды из сплава вольфрама с оксидом лантана марки WL-20 имеют очень легкий первоначальный запуск дуги, низкую склонность к прожигам, устойчивую дугу и отличную характеристику повторного зажигания дуги. Добавление до 2-х % оксида лантана увеличивает максимальный ток, износ электрода на 50 % меньше чем у чистого вольфрамового электрода.
Чаще всего сварщики предпочитают работать универсальными вольфрамовыми электродами с добавлением оксида лантана (La2O3) марки WL-20 (синий) или WL-15 (золотистый), а так же используют более дорогие вольфрамовые электроды с добавлением оксидов редкоземельных элементов марки Е-3 (фиолетовый).
Диаметр вольфрамового электрода выбирают в зависимости от его марки, величины и рода сварочного тока (смотри таблицу 1).
Таблица 1. Рекомендуемые (ориентировочные) параметры сварочного тока:
|
Диаметр вольфрамового электрода марки WL-20 (синий), мм |
Постоянный ток, полярность | Переменный ток, А | |
| прямая ("-" на электроде) | обратная ("+" на электроде) | ||
| 1,0 | 10 - 60 | 10 - 20 | 10 - 15 |
| 1,6 | 40 - 120 | 10 - 20 | 20 - 90 |
| 2,0 - 2,4 | 65 - 150 | 15 - 30 | 50 - 100 |
| 3,0 - 3,2 | 140 - 180 | 20 - 40 | 100 - 160 |
| 4,0 | 190 - 250 | 40 - 60 | 140 - 220 |
| 4,8 | 250 - 340 | 60 - 100 | 200 - 280 |
Если сила тока будет чрезмерной для данного диаметра вольфрамового электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.

Где: А - постоянный ток, прямая полярность; Б - постоянный ток, обратная полярность; В - переменный ток.
 |
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5- 3 мм , что соответствует напряжению на дуге 11-14В (напряжение холостого хода источника около 50-70В). Вылет кончика электрода при сварке стыковых соединений должен быть 3- 5 мм , а угловых и тавровых 5- 8 мм . |
Большое значение, при аргонодуговой сварке, имеет заточка вольфрамового электрода, причем со временем электроды деформируются и заточку нужно обновлять. В процессе сварки происходит затупление вольфрамового электрода, и, как следствие, уменьшение глубины провара.
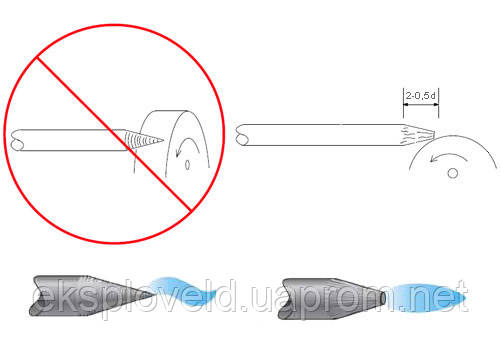
| Длина заточки влияет на глубину и ширину шва при сварке. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока. |  |
 |
Затачивать конец вольфрамового электрода для сварки переменным током (сварка алюминия) рекомендуется в виде сферы, а для сварки постоянным током используется конусовидная заточка. Угол конуса должен быть 28 – 30 градусов, длина конической части должна составлять 2– 3 диаметра электрода. Конус после заточки должен быть притуплен, диаметр притупления должен составлять от 0,2 до 0,3мм. (мах 0,5мм). При сварке на переменном синусоидальном токе рабочий конец вольфрамового электрода должен иметь сферическую форму. |
Вольфрамовые электроды марки WL-20 более долговечны и меньше загрязняют сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьёзное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей, нержавеющих сталей и сварки цветных металлов и их сплавов.
Поставляемые диаметры:
1,0 / 1,6 / 2,0 / 2,4 / 3,0 / 3,2 / 4,0 / 4,8 мм
Длина электрода – 175 мм. (иногда встречается длина 150 мм).
Упаковка – пластиковый пенал:
Количество электродов в упаковке 10 шт. – для диаметров до 4,0 мм.
Количество электродов в упаковке 5 шт. – для диаметров 4,8 мм.
Цена указана для диаметра электрода Ф=1,0мм. Цену уточняйте у менеджера.

| Основные | |
|---|---|
| Тип металлического неплавящегося электрода | Вольфрамовый |
- Цена: от 150 ₴