




Угольные электроды омедненные
от 45 ₴
Показать оптовые цены- В наличии
- Оптом и в розницу

- +380 (50) 331-13-88відділ збуту
- +380 (44) 528-23-02відділ збуту
- +380 (50) 312-20-55директор
- +380 (67) 662-87-86бухгалтерія
Угольные электроды для сварки медных проводов можно приобрести поштучно. Минимальный заказ от 5шт. Диаметры - в ассортименте: Ф= 4,0мм; 5,0мм; 6,5мм; 8,0мм; 9,5мм. Цена зависит от количества Вашего заказа. Цену уточняйте у менеджера.
Электрод угольный предназначен для сварки медных проводов, сварки скруток медных кабелей, ввоздушно-дуговой резки металлов, сварки металлов, срезки заклепок, удаления прибылей и дефектов литья, строжки электроприхваток и сварных швов. Другое название графитовый электрод или омедненный угольный электрод.
Сварка медных проводов в домашних условиях инвертором производится с применением графитовых, угольных электродов.

Ориентировочный диапазон сварочного тока при сварке медных скруток:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Используемая при изготовлении электропроводов медь – разного состава, качества, что определяет применяемый режим сварки. Показатели оптимально подобранного режима: электрод не липнет к сварному месту, дуга устойчива. Данное сочетание удается удерживать при наличии опыта сварных работ.
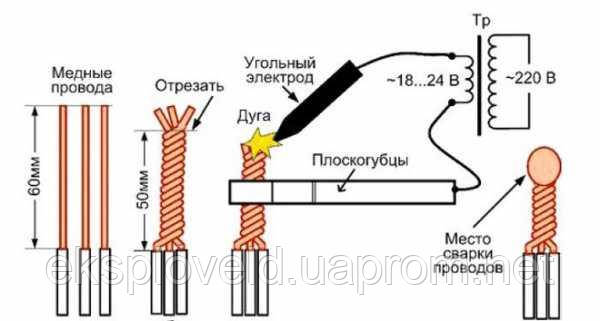
Технология сваривания проводов
Процесс сваривания медных проводов производится в следующей последовательности:
- Провода очищаются от изоляционного слоя на длину около 5 см.
- Оголенные жилы скручиваются плоскогубцами между собой.
- На скрутку, ближе к изоляции, устанавливается медный зажим. Он необходим для отвода тепла от медных проводов и сохранения целостности изоляции.
- Туда же, на скрутку (при использовании графитового электрода) цепляется «масса» сварочного инвертора.
- Сварочный инвертор подключается к сети.
- Держатель с электродом подносится к концу скрутки.
- Производится расплавление меди с образованием на конце скрутки небольшого медного шарика. Время проведения работы ограничено 2 секундами. Если продолжить сварку более длительное время, то это может привести к расплавлению изоляционного слоя проводов.
- После остывания место сварки изолируется.
Таким способом быстро и надежно соединяют медные провода. Полученные соединения во много раз превышают по своей надежности паяные или просто скрученные соединения.
Воздушно-дуговая строжка канавок угольным электродом является универсальным приемом удаления дефектов в сварных швах и литье. Основное ее преимущество перед газокислородной резкой заключаются в том, что ее можно выполнять во всех пространственных положениях. Это позволяет легко удалять прихватки из корня шва, дефекты как с лицевой, так и с обратной стороны сварного шва без повреждения основного металла.
Скорость перемещения электрода и угол его наклона оказывают непосредственное влияние на глубину, ширину канавки и качество ее поверхности. Ширина канавки должна быть на 2-3 мм больше диаметра электрода. Для обеспечения высокой производительности строжки угол наклона электрода должен составлять 45-55°, а скорость перемещения электрода – 510-1000 мм/мин.
Для получения глубокой канавки следует выполнять послойную строжку при оптимальном положении электрода.
Расход электродов зависит от силы тока, сечения электрода, химического состава электрода, глубины канавки. В практике расход электродов составляет 65-150 мм на метр канавки.
Строжку металла выполняют на постоянном или переменном токе угольными электродами с круглым или прямоугольным сечением. Электроды с круглым сечением используют, преимущественно, для снятия фасок, строжки канавок, резки. Электроды с прямоугольным сечением применяют для очистки поверхности и устранения поверхностных дефектов на стальных отливках.
Для улучшения токопроводящей способности и защиты угольного электрода от преждевременного оплавления на поверхность электрода наносят медное покрытие.
Угольные электроды для постоянного тока (DC); Ампераж указан для строжки металла. Среднее значение тока для пайки медных кабелей составляет около 100 А.
Угольные электроды D 4,0 х 305 мм ( 250А )
Угольные электроды D 5,0 х 305 мм ( 300А )
Угольные электроды D 6,5 х 305 мм ( 400А )
Угольные электроды D 8,0 х 305 мм ( 500А )
Угольные электроды D 9,5 х 305 мм ( 600А )
Угольные электроды D 10,0 х 305 мм ( 700А )
Угольные электроды D 12,0 х 305 мм ( 800А )
Угольные электроды D 9,5 х 430 мм ( 600А )
Угольные электроды D 13,0 х 355 мм ( 900А )
Угольные электроды D 13,0 х 430 мм ( 1400А )
Угольные электроды D 16,0 х 430 мм ( 1800А )
Угольные электроды D 19,0 х 430 мм ( 2000А )
Упаковка – коробка из плотного картона по 50 шт.

| Основные | |
|---|---|
| Производитель | Abicor Binzel |
| Страна производитель | Германия |
| Тип неметаллического электрода | Угольный |
- Цена: от 45 ₴