





Электроды вольфрамовые WP (цвет зеленый) для сварки алюминия и его сплавов Ф1,0 - 4,8мм
от 155 ₴
- В наличии

- +380 (50) 331-13-88відділ збуту
- +380 (44) 528-23-02відділ збуту
- +380 (50) 312-20-55директор
- +380 (67) 662-87-86бухгалтерія
Возможна сварка алюминия, никеля, меди, магния и их сплавов на переменном токе (AC). Срок службы длительный. Зажигаемость дуги хорошая. Обеспечивают хорошую устойчивость дуги при работе в среде защитных газов аргон и гелий. Не пригодны для сварки на постоянном (DC) токе.
Цвет наконечника - зеленый.
WР – это вольфрамовые электроды без каких-либо добавок (чистый вольфрам). Предпочтительны для сварки только на переменном токе (АС) алюминия и алюминиевых сплавов при хорошей устойчивости дуги.
Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Если сила тока будет чрезмерной для данного диаметра вольфрамового электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.

Где: А - постоянный ток, прямая полярность; Б - постоянный ток, обратная полярность; В - переменный ток.
 |
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5- 3 мм , что соответствует напряжению на дуге 11-14В (напряжение холостого хода источника около 50-70В). Вылет кончика электрода при сварке стыковых соединений должен быть 3- 5 мм , а угловых и тавровых 5- 8 мм . |
Большое значение, при аргонодуговой сварке, имеет заточка вольфрамового электрода, причем со временем электроды деформируются и заточку нужно обновлять. В процессе сварки происходит затупление вольфрамового электрода, и, как следствие, уменьшение глубины провара.
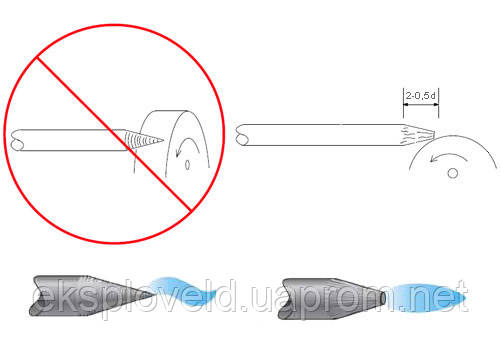
| Длина заточки влияет на глубину и ширину шва при сварке. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока. |  |
 |
Затачивать конец вольфрамового электрода для сварки переменным током (сварка алюминия) рекомендуется в виде сферы, а для сварки постоянным током используется конусовидная заточка. Угол конуса должен быть 28 – 30 градусов, длина конической части должна составлять 2– 3 диаметра электрода. Конус после заточки должен быть притуплен, диаметр притупления должен составлять от 0,2 до 0,3мм. (мах 0,5мм). При сварке на переменном синусоидальном токе рабочий конец вольфрамового электрода должен иметь сферическую форму. |
Поставляемые диаметры:
1,0 / 1,6 / 2,0 / 2,4 / 3,0 / 3,2 / 4,0 / 4,8 мм
Длина электрода – 175 мм.
Упаковка – пластиковый пенал:
10 шт. – для диаметров до 4,0 мм;
5 шт. – для диаметров более 4,0 мм.

| Основные | |
|---|---|
| Тип металлического неплавящегося электрода | Вольфрамовый |
- Цена: от 155 ₴